

KVERNELAND GROUP KLEPP TILBYR FLERE ULIKE TYPER VARMEBEHANDLING AV STÅL TIL EKSTERNE KUNDER
Med 140 års opparbeidet erfaring innen varmebehandling av stål har Kverneland Group høy kompetanse innen det metallurgiske feltet og kan hjelpe deg for å oppnå det resultatet du er på jakt etter.
På denne siden finner du en kort oppsummering av herde-prosessene vi bruker, stålkvaliteter, krav som normalt stilles fra våre kunder og resultatene vi kan oppnå.



Våre kunder
De fleste firmaene vi varmebehandler for befinner seg innenfor våre landegrenser. Vi har kunder fra Bergen i vest til Trysil i øst, Lindesnes i sør og til godt oppe i Finnmark i nord. Delene vi har herdet er tatt i bruk fra New Zealand til Argentina, langs vestkysten av Afrika (Guineagulfen) og alle krinker og kroker opp til Barentshavet. Vi utfører herding for industrier som olje og gass, transport, fly, helikopter, skip, fiske og tog.

Kalibrering
Våre ovner er kalibrert etter AMS 2750 og er i henhold til krav satt i AMS 6875
"GMV produserer deler til olje- og gassindustrien. Kundene våre har strenge krav til dokumentasjon, og at varmebehandlingen blir utført etter gitte spesifikasjoner. Kverneland Group har her opparbeidet seg den nødvendige kompetansen som våre kunder forventer. Dette gir oss trygghet til å velge Kverneland Group som vår leverandør."
GMV AS
"Vi er svært tilfredse med det arbeid Kverneland Group gjør for oss med tanke på varmebehandling og herding. Arbeidet, inkludert dokumentasjon, fremstår særs profesjonelt utført, og er alltid utført til avtalt tid."
Aarbakke AS
For å kunne gi det beste resultatet så effektivt som mulig trenger vi noe informasjon fra deg som kunde:
- Materialtype; Legg gjerne med materialsertifikat ved en henvendelse.
- Behandlingstype; Oppgi hvilken type varmebehandling du ønsker å få gjennomført. Husk å opplyse dersom komponentene har vært varmebehandlet tidligere.
- Hardhet; Definert eksempelvis som 50 + 2 HRc, 488 + 20 HV etc
- Bruksområder; Gjerne oppgi om delen skal brukes ved kaldpressing, valsing, smiing etc.
- Spesielle krav; Oppgi spesielle krav til herdesjikt og/eller hvis det er områder på komponenten som ikke skal ha behandling (karburisering, karbonitrering eller nitrering)
- Vi har et høymoderne testsenter som ved behov gjennomfører kontroll, måling og analyser av komponenter etter behandling. Dersom sjiktdybde skal måles må det legges ved prøvematerial produsert i samme charge som delene; dimensjoner 30x20x10 mm med et Ø4 mm hull.

Kontakt oss
Har du spørsmål eller ønsker rådføring ved material- og prosessvalg? Ta kontakt med våre prosessansvarlige.
E-mail: heat.treat@kvernelandgroup.com
Avspenningsgløding
Avspenningsgløding utføres på grovmaskinerte og sveiste komponenter for å minimere spenninger, deformasjon og sprekkdannelse. Temperaturforløpet blir utarbeidet fra materialets produksjonsprosess for å unngå faseomvandling og endring i hardheten.
Mykgløding
Prosessen utføres på deler som i utgangspunktet har for høy hardhet til å blir maskinert, eksempelvis kaldformede komponenter eller høylegerte stål som har blitt bearbeidet varmt.
Gassnitrering
Nitreringsprosessen gjennomføres ved lavere temperaturer og gir ubetydelige dimensjon- og formendringer. Prosessen resulterer i et hardt ytre skall fra 550-1100 HV, bestående av nitrider med sjikttykkelse normalt fra 0.05-0.3 mm. Sjiktet defineres gjerne som avstanden fra overflaten til punktet hvor hardheten er 513 HV, kjernehardhet + 50 HV eller kjernehardhet + 100 HV. Vi kan behandle deler opptil 1 tonn med dimensjon 750 x 2000 mm.
Karburisering (settherding)
Ved karburisering tilføres komponentene karbon. Etter bråkjøling gir prosessen et hardt ytre skall med en seig struktur i kjernen. Ytre hardhet fra 55-65 HRc og sjikttykkelse normalt fra 0.3-1.5 mm. Sjiktet defineres gjerne som avstanden fra overflaten til punktet hvor hardheten er 550 HV. Vi kan behandlet deler opptil 1 tonn med dimensjoner 700x1800 mm.
Normalisering
Normalisering utføres på material som har blitt grovkornet under tilvirkning, gjennom valsing, smiing, støpning eller kaldbearbeiding. Prosessen gir en varig finkornet og seig struktur med høyere strekkfasthet enn utgangspunktet.
Anløpning
Anløpning reduserer spenninger i materialet etter herding og øker seigheten betraktelig. Prosessen utføres i konveksjonsovner eller flytende salt, og tilpasses stålkvalitet og kundens krav.
Karbonitrering
Under karbonitrering tilføres materialet både karbon og nitrogen. Denne prosessen benyttes ofte på lavlegerte konstruksjon- og automatstål. Tilsvarende som ved karburisering gir prosessen et hardt ytre skall og en seig kjernestruktur. Ytre hardhet fra 55-65 HRc og sjikttykkelse normalt fra 0.3-1.5 mm. Sjiktet defineres gjerne som avstanden fra overflaten til punktet hvor hardheten er 550 HV. Vi kan behandlet deler opptil 1 tonn med dimensjoner 700x1800 mm.
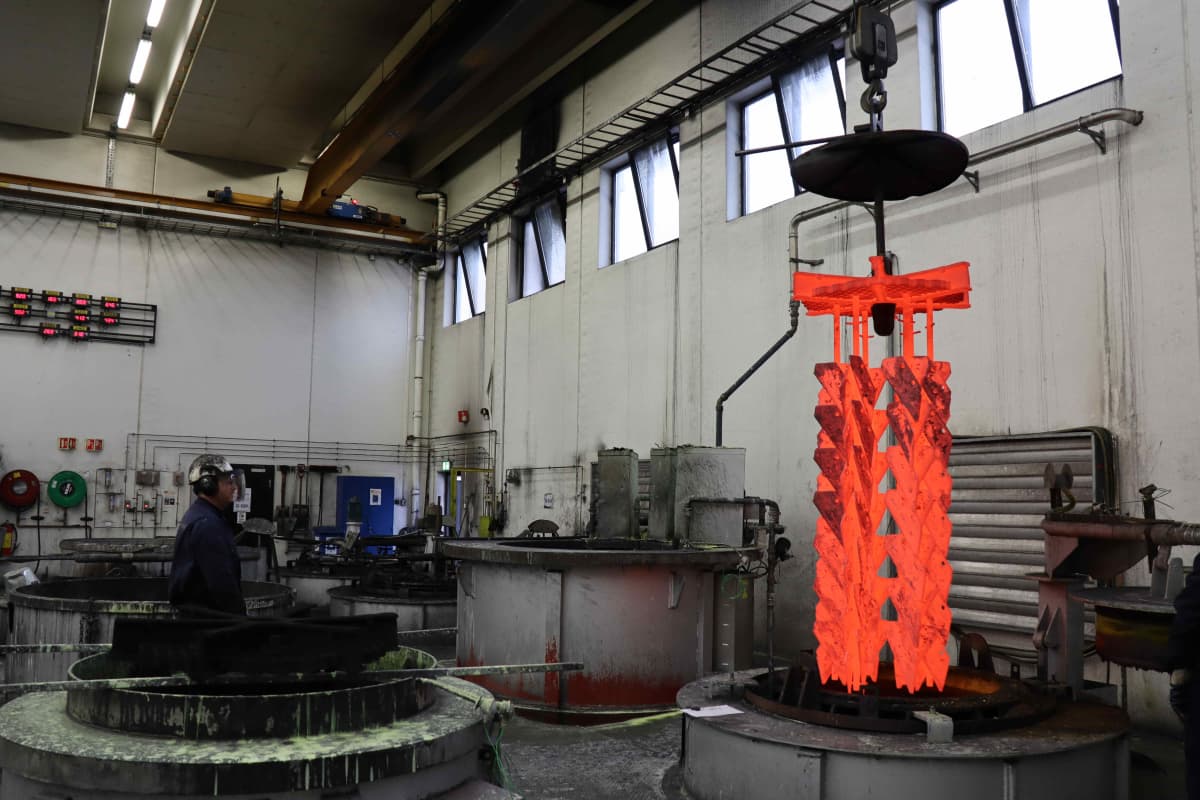
Herding (seigherding)
Herding utføres for å øke materialets hardhet, strekkfasthet og slitasjeevne betraktelig. Her har vi flere typer kjølemedier fra vann til flytende salt for å oppnå ønsket kjølehastighet og resultat. Avdelingen har ovner for å behandle deler fra et par gram til 4 tonn og 6.2 meter. Vi herder daglig alt fra høylegerte verktøystål til konstruksjon- og automatstål. Vi kan skjerme komponenter fra dekarburisering og oksidering med bruk av stålfolie eller dekkgass.